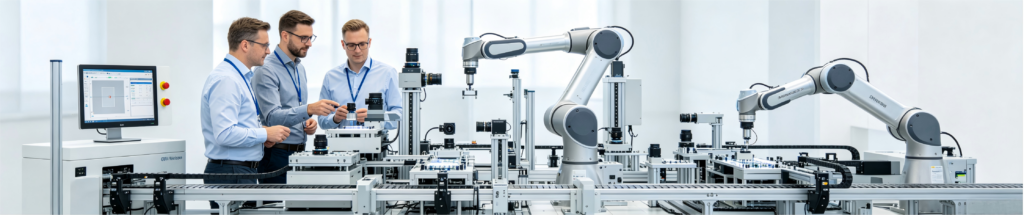
Industrial automation and machine vision applications are used in manufacturing, robotics, and quality inspection systems.
They require high-speed data transfer, real-time processing, and dependable operation in environments with vibration, dust, or electrical noise. Accuracy, durability, and continuous performance are essential to support smart factories and Industry 4.0 initiatives.